Primary chilling
Friday, 10 April 2009
Chilling is the first and probably the most important process in the cold chain. When the initial research programme was established in 1967, the investigation of beef chilling was given the highest priority. Much work had been carried out in Australia and New Zealand on lamb and in Scandinavia on pork. However, increasingly data on beef were required by the industry to meet legislation and quality considerations.
Beef
Before 1967, studies carried out at the LTRS at Cambridge had shown that the rate of chilling immediately post slaughter critically influenced the eating quality of red meat. Rapid chilling resulted in toughening that could not be overcome by any subsequent processing treatment. However, there were continuing demands from the industry for increased throughputs and lower weight losses, both of which could only be achieved by rapid chilling.
Chilling of beef presented the biggest problem, due to the large bulk of the carcasses, and this was reflected in the number of industrial enquiries received by the MRI on the topic (Bailey, 1974). The literature contained a large number of publications on the chilling of beef carcasses, however many of the recommendations were in conflict and real design data were minimal. The MRI therefore initiated a research programme to clarify the situation by investigating the effect of air temperature, velocity and relative humidity on the cooling rate of and evaporation from beef sides of different weight and fat cover.
Two large pilot plants were designed and constructed for the investigations. The carcass cooling tunnel at Langford was arranged as a vertical closed quadrilateral loop, with sides 5.5 m in external length and a working cross-section with internal dimensions of 1.52 x 1.44 m. The main vertical experimental section had sufficient height to accommodate a side of beef and a second horizontal section 3 m long accommodated racked products. Air was delivered from a 0.97 m centrifugal fan via a diffuser section and directional vanes to produce a downward air flow over the carcass at any required velocity up to 5 ms-1. The two-stage refrigeration system using trichloroethylene as the secondary refrigerant, enabled the tunnel to operate with air from -40 to +10°C controlled to ±0.25°C.
The second pilot plant was constructed at an out-station laboratory attached to a commercial slaughterhouse. This unit was designed to provide a more conventional chilling system in which up to eight sides of beef could be cooled uniformly by a downward airflow from a plenum chamber. Using adjustable ports in the plenum, the air velocity could be varied between 0.1 and 1 ms-1 over a temperature range from -5 to +5°C controllable to ±1°C.
Fourteen single point thermocouples were used to gather data on the rate of cooling in the deep regions of the carcass, at the surfaces above these positions and within muscles of special interest. Many preliminary experiments were carried out to determine the fastest and slowest regions of cooling within a carcass. Special probes of low thermal conductivity were then constructed to locate the positions. Other thermocouples, hot wire anemometers and humidity sensors were used to monitor the environmental conditions around the carcass. The weight of the carcass was also measured automatically to ±20 g during chilling. The outputs from all these devices were recorded on a 20 channel hard wired data loggers and fed simultaneously to printers and paper tape punches. Initially, the punched paper tape was set by post to Research Council’s central computing site at Rothampsted. There it was loaded into main-frame computers for initial graph plotting and filled for future analysis. In the mid 1970s the MRI was one of the first centres to purchase mini computers that could read the tapes and analyse the data on site.
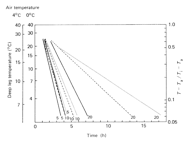
During the investigation over 200 beef sides covering a weight range from 100 to 250 kg and different fatness gradings, were chilled at nine different air temperature and velocity combinations. The comprehensive results were presented to the Institution of Refrigeration on 6th May 1976 (Bailey & Cox, 1976). For ease of use, the main data were presented as four design charts (see below). Each chart was in the form of a plot of the logarithm of temperature against time at a defined position within the carcass. Data for the slowest cooling area of the side determined the environmental conditions required to attain a specified maximum final temperature in a desired cooling time. This point had been located by inserting a probe into the centre of the thickest section of the leg. Potential surface freezing problems could then be evaluated from the two surface temperature plots.
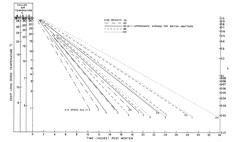

Relationship between deep longissimus dorsi (left) and leg (right) temperature and cooling time for beef sides (source: Bailey & Cox, 1976)


Relationship between surface longissimus dorsi (left) and leg (right) temperature and cooling time for beef sides (source: Bailey & Cox, 1976)
Parallel studies being carried out within the Institute, in New Zealand, Australia and the United States of America were clearly identifying the importance of chilling rates on meat tenderness. Data from these investigations defined the fastest cooling rate that would not result in ‘Cold shortening’. If beef or lamb muscle was cooled below 10°C within 10 h of slaughter it would cold shorten and the resulting meat would be tough after cooking. The M. longissimus dorsi was one of the fastest cooling, high value, muscles on the beef carcass. The charts for the M. longissimus dorsi temperature could therefore be used to identify toughening problems due to too rapid a rate of temperature fall.
The charts clearly demonstrated the relationship between environmental conditions, carcass variables and cooling rate. They provided data on the time required to meet the EC requirement of a maximum temperature of 7°C or below before transport or cutting. At 3 ms-1 for example, cooling in air at a constant 4°C compared with 0°C, increased the time to reach 7°C in the deep leg of a 100 kg side from 20.3 to 27.7 h (36% increase). At 0.5 ms-1 the cooling time of a 220 kg side, increased from 45.9 to 68.3 h (49%). In systems designed to produce fully chilled sides, with average meat temperatures of 2 to 4°C, the requirement for low air temperatures becomes even more important. This is due to the small meat/air temperature difference at the end of the process.
Provided air temperatures were chosen to avoid substantial surface freezing, the cooling time for any other air temperature could be determined from the four design charts. Using a simple mathematical transformation, the values on the Y axis could be changed to calculate cooling rates for different air temperatures. To aid industrial use each chart was produced with a number of pre-drawn Y axes covering the range of air temperatures likely to be used. These charts provided the meat industry with much of the basic time temperature data required to design and operate beef chilling systems which met their required throughputs whilst maintaining meat quality.
Another major consideration of industry was weight loss. High accuracy balances (±20 g, over a range from 0 to 250 kg) were used to measure the weight of the beef sides during chilling. Data could therefore be provided on the influence of different chilling and carcass conditions on weight loss. In subsequent years, the same methodology was used to provide similar design charts for goat (Gigiel & Creed, 1987), mutton (Swain & James, 1988), pig (Brown & James, 1992) and chicken (James et al., 2007a) chilling.
The design of a chillroom for beef carcasses to achieve a specified cooling regime requires knowledge on the rate that heat has to be extracted from the room. Heat is introduced into a chillroom by transmission through the walls, entry of air through door openings, personnel working in the room, evaporator fans, electric lights and from the cooling beef sides. The calculation of the rate of heat loss from the meat had traditionally been based on a very basic, and often inaccurate analysis. Frequently the calculation involved no more than the product of the total meat weight, its average specific heat and the required temperature reduction, averaged over the cooling period. In some cases, a factor was applied to allow for a higher initial peak load from the hot carcasses.
More accurate information on the rate of heat loss from beef carcasses was obtained by analysing data obtained in the previous experiments (Bailey & Cox, 1976) together with other unpublished results. These provided curves of product heat load against time (Cox & Bailey, 1977). The results were checked by measuring the heat output carcasses in a calibrated chill room. The rate of heat release from a single side varies with time. It is at a peak immediately after loading, and then falls rapidly. The peak value is primarily a function of the environmental conditions during chilling and is not affected substantially by side weights in the region of 120 to 140 kg. In commercial systems the peak load imposed on the refrigeration plant is also a function of the rate at which hot sides are introduced into the chill room. The published results provide data that can be used in many commercial situations. For example, the ratios of actual to average heat loads can be used to determine both compressor size and the heat loads during the later stages of chilling, when compressor off-loading might be required.
In 1989, the key data from the above investigations were combined with the output from a large parallel investigation carried out in South Africa (Kerens & Visser, 1978; Kerens, 1981), and data from other sources. A composite paper was produced providing “Process design data for beef chilling” (James & Bailey, 1989) which was subsequently updated (James & Bailey, 1990).
In parallel to the main beef-chilling programme, other related investigations were also being carried out at Langford. One concerned temperature rises in the carcass immediately post slaughter believed to be due to heat production in the rigor process. However, there was some uncertainty about the precise quantity of heat liberated and its importance in chiller design. In a number of poorly performing commercial plants it was claimed to be a major cause of the plants poor performance. In experimental investigations muscle samples obtained immediately post mortem were placed in a specially designed calorimeter to measure the rate of heat production (Morley, 1974). The heat produced varied between muscles and ranged from 6.4 to 7.9 kJkg-1 and it was calculated that this would produce a temperature rise of 1.8 to 2.2°C in a perfectly insulated muscle. Although of considerable scientific interest, in commercial practice the heat produced would have little effect on the cooling time or product load.
Work was also carried out in the same period to quantify the relationship between cooling rates and muscle texture (Dransfield & Jones, 1978). This was of considerable commercial importance because it defined the conditions, already mentioned, that would result in cold shortening.
In the 1980s investigations were carried out at a number of commercial abattoirs to compare the performance of their chilling systems. In a particular study, comparing fast and slow chilling, it was found that operational factors had at least as important an effect on weight loss as the technical specification of the chiller (Gigiel, Collett & James, 1989). One key factor was the time after slaughter that the ‘hot’ weight was measured. Immediately after slaughter the rate of weight loss is very high and a 5 to 10 minute delay in weighing the carcass can significantly affect the percentage weight loss during chilling. A much larger investigation looked at the energy consumption, cooling rates and weight loss in 14 commercial beef chillers (Gigiel & Collett, 1990). It was found that commercial chilling times were very variable with beef sides were removed from the chillers between 24 and 48 h after loading. At the time of unloading, only 4 chillers produced deep meat temperatures below 7°C.
These investigations also clearly identified the relative industrial importance of weight loss and energy consumption. The weight lost was between 1.1 and 2% after 24 h and between 1.5 and 2.3% after 48 h. On average, the value of the weight loss was 20 times the cost of the total energy used in the chilling operation. If the 15 plants were representative of the industry as a whole, the average UK energy consumption in beef chilling was 116 kJkg-1. It could be simply calculated that the total annual UK consumption would therefore be 113 TJ. If UK plants reduced their consumption to that of the best measured then the country would save 42 TJ of energy and the industry increase its profits by 26%. If the plants reduced their weight loss to that of the best then industry would increase its profits by over 100%. Since the best plant did not use any novel technology then this could be achieved by simple education and technology transfer.
In addition to the studies on conventional chilling extensive investigations were carried out on the refrigeration of hot boned meat using conventional methods (Taylor, Shaw & MacDougall, 1980; Taylor, 1987), solid carbon dioxide (Gigiel, 1985; Gigiel, Swain & James, 1985) or accelerated techniques (James, 1987). The use of carbon dioxide was thought to have considerable potential in providing refrigeration for portable abattoirs in developing countries. A number of full design studies for such systems have been carried out but none of the resulting quotations have been taken up and plants constructed.
In recent years we have combined our knowledge of chilling and predictive modelling to produce a very user-friendly program called ‘BeefChill’ (James & Schofield, 1998). The programme allows refrigeration engineers, operators of meat plants, non-engineering research scientists and students to rapidly acquire an understanding of the effect of carcass characteristics and processing variables on chilling cycles.
Pork
In the late 1970s, as the beef investigations began to wind down interest turned to pork. This development was stimulated by increased industrial interaction with the refrigeration group. Consequently, most pork chilling investigations were carried out to overcome specific problems that occur in commercial chilling systems. In addition, comprehensive data charts similar to those from the beef studies were also produced (Brown & James, 1992).
The majority of abattoirs in the UK produce pork during a 24 h cycle. After slaughter the pigs are chilled in air, nominally at 4°C and 0.5 ms-1, which requires 14 to 16 h to reach the required processing temperature. However, unless a night shift is operated, the pigs cannot be cut or transported until the following morning. Such long batch chilling operations create a number of major problems. Large chill rooms are required, because the whole day’s production has to be held overnight, and any increase in production must be accompanied by a corresponding increase in chill room capacity. New chill rooms are expensive in terms of capital investment, and many existing abattoirs lack the extra space required. Consequently, chill rooms are often overloaded, air temperatures rise and the cooling cycle has to be extended. An important economic consequence of the extended chilling process or holding the carcass after chilling is complete, is increased weight loss. Batch cooling systems showed an average weight loss measured over 24 h of between 1.9 and 2.8% (Cutting, 1973). Similarly to beef, any reduction in this weight loss has a considerable effect on the operating profits of a meat producer.
Previous studies, mainly carried out in Scandinavia, had used rapid conveyorised chilling systems to overcome some of the problems. However, these systems still retained the disadvantage of being based on a 24 h operating cycle. One possible solution investigated at Langford was to use a very rapid chilling regime that would remove all the heat from the carcass in 3 to 4 h. The carcass could then be cut into primal joints, packaged and dispatched or frozen.
A controlled experiment was carried out in which sides and whole pig carcasses were chilled for 4 h in air at -30°C, 1.0 ms-1. The results were compared with carcasses obtained from same source but conventionally chilled in air at 0 to 4°C, 0.5 ms-1 for 24 h (James, Gigiel & Hudson, 1983). After chilling the average temperature in the primal joints from sides ranged from -1.9°C in the loin to 1.2°C in the shoulder and in whole carcasses from -2.1°C in the belly to 3.0°C in the shoulder. In whole carcasses the presence of the body cavity reduced the rate of heat extraction that could be achieved from the loin.
Evaporative loss was reduced to 1.13% for sides and 1.10% for whole carcasses, almost half that in the controls. No extra drip was measured from the primal joints but the chops from the sides, which had been partially frozen during the process, recorded higher drip levels.
Instrumental measurements of texture carried out on loin chops from ultra-rapidly chilled pork stored for 2 days showed that the meat was tougher than that of the controls. There was less increase in toughness in sides subjected to ultra-rapid chilling than whole carcasses. This was believed to be due to the surface freezing that would act as a restraint to muscle shortening. Work carried out in 1995 to 1998 as part of an EU concerted action programme on ‘Very fast chilling of beef CT94-1881’ has confirmed this hypothesis.
The increased toughness, which resulted from the rapid chilling, generated considerable scientific interest and commercial concern. Previous work at Langford (Bendall, 1975) had shown that the phenomenon of cold shortening, well known in lamb and beef, could be produced experimentally in excised pork muscles. However, it was considered unlikely that rapid chilling could cause toughening under commercial conditions (Bendall, 1972). Further investigations were carried out which demonstrated that electrical stimulation could be used to overcome the toughening. If this were accompanied by very rapid chilling then there would be no increase in drip production (Gigiel & James, 1984). Work relating chilling rates to toughening resulted in guidelines that toughening would only occur if a meat temperature of 10°C was achieved in 3 h or less (Dransfield & Lockyer, 1985). In UK practice, it was estimated that toughening was only occurring in the M. Longissimus dorsi of about 20% of carcasses. However, it was shown that the combination of more rapid chilling with leaner carcasses could toughen all cuts in 60% of carcasses.
In subsequent work, three other methods of pig chilling, which could offer viable alternatives to conventional chilling, were investigated: immersion (Brown et al., 1988), ice bank (Gigiel & Badran, 1988) and spray (Gigiel, Butler & Hudson, 1989).
In the immersion chilling trials, the right sides of carcasses were cut into primal joints (shoulder, leg, loin and belly), vacuum packed, and chilled in a tank of refrigerated agitated brine at 0°C. The results were compared with conventionally chilled left sides. In the immersion system average temperature of the loin and belly primals was reduced to 7°C within a 2 to 3 h period and legs and shoulders in 6 h. Evaporative weight loss was reduced by over 2% in the immersion chilling system and this yield advantage was still maintained after 14 days further storage.
Ice bank refrigeration systems produce high humidity air at a steady temperature close to 0°C and have proven advantages in storage of fruit and vegetables. Such systems use refrigeration coils or plates to cool tanks of water and then build up ‘banks’ of ice. The chilled water is then used to cool and humidify air, by direct contact, which is in turn used to cool the product. The ice bank is energy and cost effective because it uses smaller compressors operating at full power and hence high efficiency. It can also be run overnight on off-peak electricity to build up the bank of ice for use the next day. Studies showed that ice banks could be used to overcome the high heat loads that are initially produced when the hot pigs are loaded into the chill room. The high humidity produced by the ice bank had little effect on weight loss during chilling but substantially reduced the rate of loss during subsequent storage.
These studies on the rapid chilling of pig carcasses (James, Gigiel & Hudson, 1983) and other alternative methods of pig chilling (Gigiel, Butler & Hudson, 1989) also included microbiology, which showed no significant difference microbiologically between chilling method or chilling time on bacterial numbers on carcasses, or vacuum-packaged joints produced from these carcasses.
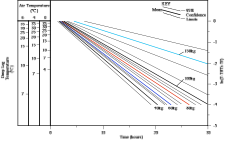
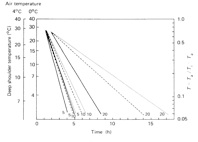
Relationship between deep leg temperature and cooling time for pork carcasses chilled in air at 0.5 (top left), 1.0 (top right) and 3.0 (bottom) ms-1 (source: Brown & James, 1992)
Various combinations of rapid chilling, high humidity and direct spraying were examined in later work and in 1992 a compilation paper on “process design data for pork chilling” (Brown & James, 1992) was produced. This summarised the results of all the previous work and other survey studies (Collett & Gigiel, 1986) and included design charts for pork carcass air cooling (above).
Lamb, mutton and goat
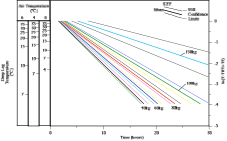
Although, the major work programmes have concentrated on the cooling of beef and pork there have also been investigations on lamb, mutton and goat. Some process design data similar to that for beef and pork was produced for goat carcasses (Gigiel & Creed, 1987), as shown below, and lamb (Swain & James, 1988) chilling, and research carried out on spray chilling of lamb (Brown, Chourouzidis & Gigiel, 1993).
Relationship between deep leg (left) and shoulder (right) temperature and cooling time for goat carcasses of dead weight 5, 10 and 20 kg, using air at 0.5, 1 and 3 ms-1 and 0 and 4°C (Gigiel & Creed, 1987)
Recent research on lamb chilling at Langford has looked at the application of vascular perfusion chilling by circulating cold fluid via the vascular system (Brown et al., 2009). This work has shown significant reductions in chilling times with this method and the potential for improved quality, and reduced weight loss and energy consumption. This work is currently being written-up for publication.
Poultry
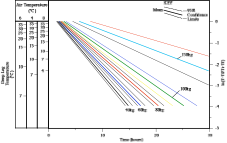
Work at the MRI and IFR-BL primarily concentrated on red meat. In recent years, FRPERC has identified a distinct lack of the sort of design data that has been available for many years on red meat for white meat, and are now in the process of trying to put right this anomaly. A comprehensive review of the primary chilling of poultry was published in 2006 (James et al., 2006a) and initial process design data similar to that for red meats was presented at The 22nd IIR International Congress of Refrigeration (James et al., 2007a). We have also looked at the effect of rapid air chilling on the survival of campylobacter as part of our work on poultry decontamination and control measures (James et al., 2007b).
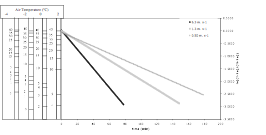
Relationship between deep breast temperature and cooling time for chicken carcass of 1.4 kg, using air at 0.5, 1.3 and 6.3 ms-1 (James et al., 2007)
Other foods
As has been mentioned earlier, work at the MRI and IFR-BL primarily concentrated on the primary chilling of red meat. Although some unpublished commercially funded confidential work has been carried out by FRPERC on the primary chilling of other foodstuffs, little has been published. However, recently FRPERC has looked at energy consumption in the primary chilling of all foods (Swain, Evans & James, 2009), as part of a much larger defra funded project looking at energy use throughout the cold-chain (which will be discussed in more detail in a subsequent section).
The aim of this work was to: (1) Identify the major primary chilling energy requirements in the UK; (2) Calculate or make a best estimate of their efficiency; and (3) Determine which chilling processes had the highest energy saving potential.
In terms of the heat energy to be extracted during the primary chilling process the six most important categories in rank order were identified as: milk (532 GWh/y); meat (114 GWh/y); potatoes (59 GWh/y); other vegetables (36 GWh/y); fish (6.5 GWh/y); and fruit (5.9 GWh/y). Little published data was found on the measured energy consumption of commercial primary chilling processes in the UK, or that was directly applicable to the UK. From the data that was available, the energy efficiency (useful heat extracted from material/measured electrical energy used) was found to vary from 0.138 to 5.337. Cooling of milk appears to be far more efficient than that of the next two most important categories (meat and potatoes). Using the best of existing technologies we estimate that: 154 GWh could be saved per year in potato cooling; 128 GWh in milk cooling; and between 51 GWh and 80 GWh in the cooling of carcass meat.
